
焊后消氫處理,是指在焊接完成以後,焊縫尚未冷卻至100℃以下時,進行的低溫熱處理。一般規範為加熱到200~350℃,保溫2-6小時。焊后消氫處理的主要作用是加快焊縫及熱影響區中氫的逸出,對於防止低合金鋼焊接時產生焊接裂紋的效果極為顯著。在焊接過程中,由於加熱和冷卻的不均勻性,以及構件本身產生拘束或外加拘束,在焊接工作結束后,在構件中總會產生焊接應力。焊接應力在構件中的存在,會降低焊接接頭區的實際承載能力,產生塑性變形,嚴重時,還會導致構件的破坏。
應力熱處理是使焊好的工件在高溫狀態下,其屈服強度下降,來達到鬆弛焊接應力的目的。常用的方法有兩種:一是整體高溫回火,即把焊件整體放入加熱爐內,緩慢加熱到一定溫度,然後保溫一段時間,***后在空氣中或爐內冷卻。用這種方法可以消除80%-90%的焊接應力。另一種方法是局部高溫回火,即只對焊縫及其附近區域進行加熱,然後緩慢冷卻,降低焊接應力的峰值,使應力分布比較平緩,起到部分消除焊接應力的目的。
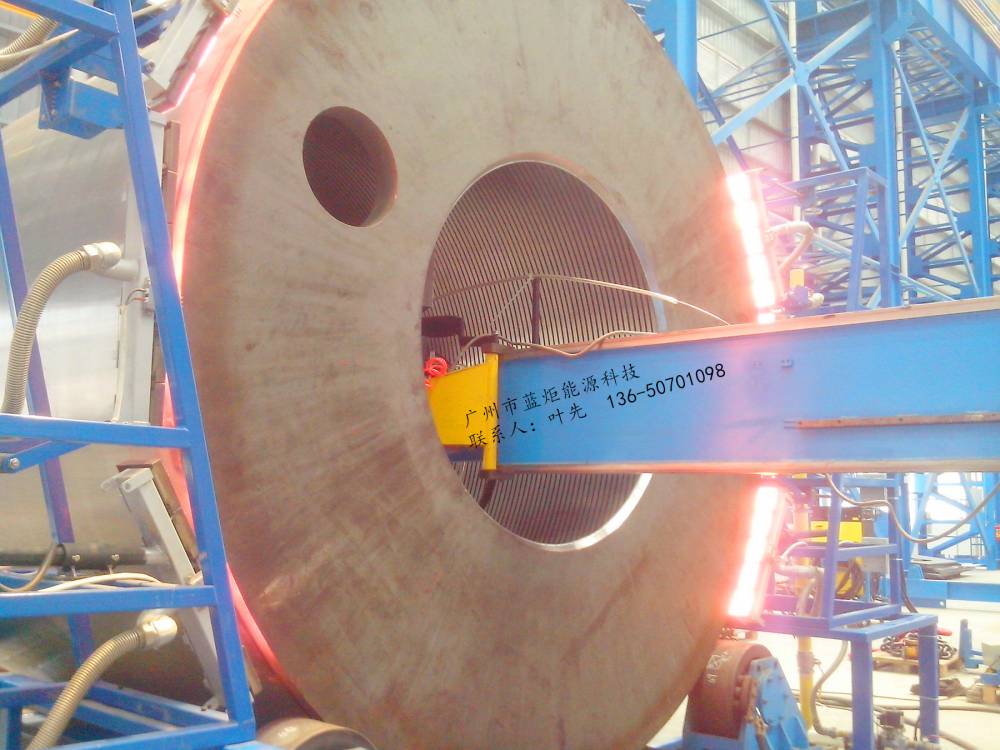
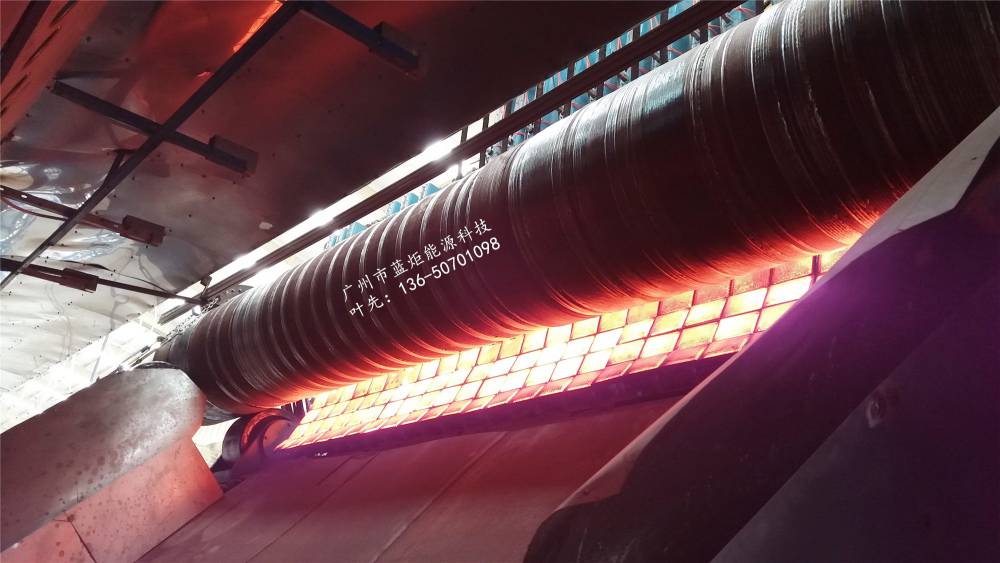
紅外線高溫燃氣紅外線加熱器可以與工件近距離接觸加熱,可以做成複雜、各種形狀的加熱器,它適用於各種金屬構件,如管道、大型容器的焊前預熱,中間消氣和焊后的局部熱處理,具有加熱速度快、熱利用率高、紅外線輻射效率高、節能顯著、勞動強度低、高溫不易回火、使用安全可靠、操作方便的優良性能,是目前焊接界一種穎實用的理想局部熱處理燃氣加熱器,工作溫度800度。
藍炬燃燒器屬於完全預混燃燒器,它採用合金材料製作燃燒器頭部,這種合金材料是由極為纖細的鉻、鎳、鋁合金纖維組成的立體多孔網狀物,其獨特結構使其成為一種透氣性很強的均勻介質,是一種非常理想的燃燒媒介燃燒器所用的纖維,系採用機械方法製成的耐熱合金鋼纖維,直徑約40-50μm。將這種纖維通過燒結或針織方式製成特殊的具有立體網狀結構的通透性材料,就可以用於燃燒器。
工作原理
預先混合均勻的燃氣空氣混合物流向燃燒器頭部,在透氣性均勻的合金織物表面層進行燃燒。燃燒以兩種方式進行,既紅外熱輻射方式和藍焰方式。紅外熱輻射方式是可燃混合物在織物內部進行燃燒,織物被加熱至白熾狀態,一部分熱量以輻射方式釋放。藍焰方式是可燃混合物在織物上方燃燒,火焰承藍色浮在表面上,熱量以對流方式釋放。
由於織物的均勻透氣性和燃氣與空氣的均勻預混,燃燒十分穩定和溫度分布均勻,沒有局部高溫存在,因此抑制了NOx的生成。預混又有足夠的空氣供給,故C0的排放也低。



產品特點:
1. 使用溫度高:表面溫度可達1100℃(極限溫度上限1250℃)
2. 熱負荷調節範圍大,紅外線燃燒模式:70-500kw/m2。
3, 使用壽命長:可達20000小時,維修成本低。
4 .熱輻射效率高:>50%,升溫快,節省燃氣。
5. 不易吸水:即使在潮濕環境中進行高溫加熱也不會對材料造成損坏。
6. 燃燒均勻穩定:高溫狀態也沒有回火現象,受熱均勻。
7. 熱慣性小:升溫和冷卻快(熄火后5秒內可冷卻到常溫),可實現自動溫控。
8. 抗熱膨脹強:熱負荷的劇烈變化不會對材料造成損害。
9. 強度高:抗一定的機械衝擊,對材料沒有影響,使安裝搬運不容易破損。
10.設計製作方便:可以根據需要量身定做各種形狀和功率不同的燃燒器。
11.低CO:由於是完全預混燃燒,燃燒更為充分,在紅外線燃燒模式下CO<25pp更環保。
12.低NOx:在紅外線燃燒模式下,<10ppm,相當于歐洲標準。<10ppm,相當于歐洲標準。<25pp更環保。




















