

焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果极为显著。在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,在焊接工作结束后,在构件中总会产生焊接应力。焊接应力在构件中的存在,会降低焊接接头区的实际承载能力,产生塑性变形,严重时,还会导致构件的破坏。
应力热处理是使焊好的工件在高温状态下,其屈服强度下降,来达到松弛焊接应力的目的。常用的方法有两种:一是整体高温回火,即把焊件整体放入加热炉内,缓慢加热到一定温度,然后保温一段时间,***后在空气中或炉内冷却。用这种方法可以消除80%-90%的焊接应力。另一种方法是局部高温回火,即只对焊缝及其附近区域进行加热,然后缓慢冷却,降低焊接应力的峰值,使应力分布比较平缓,起到部分消除焊接应力的目的。
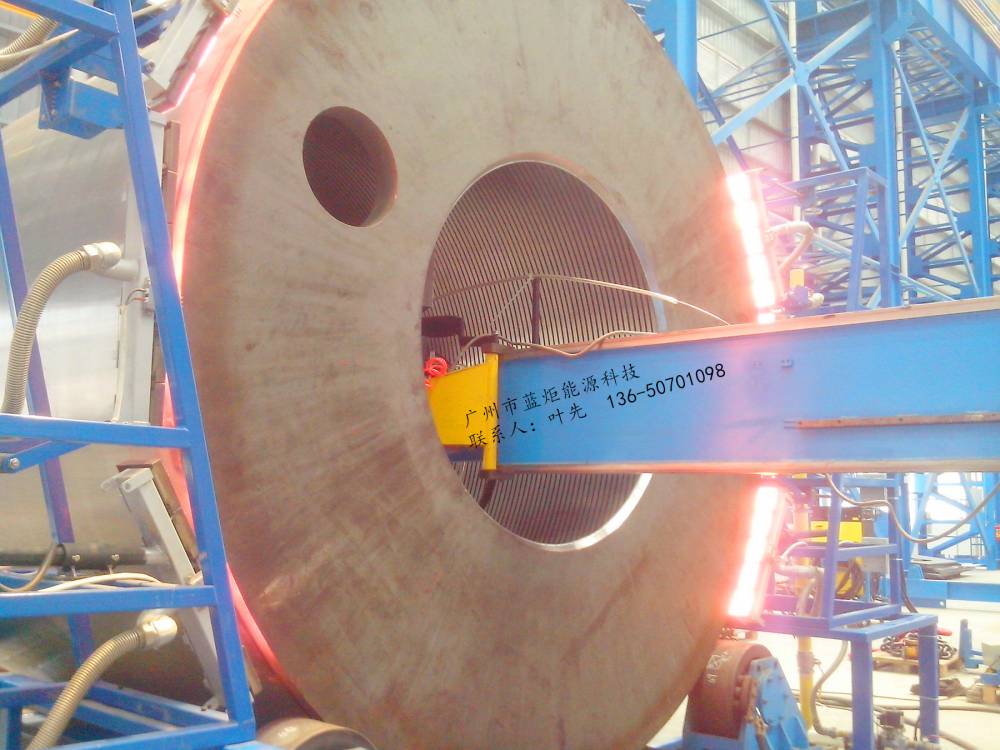
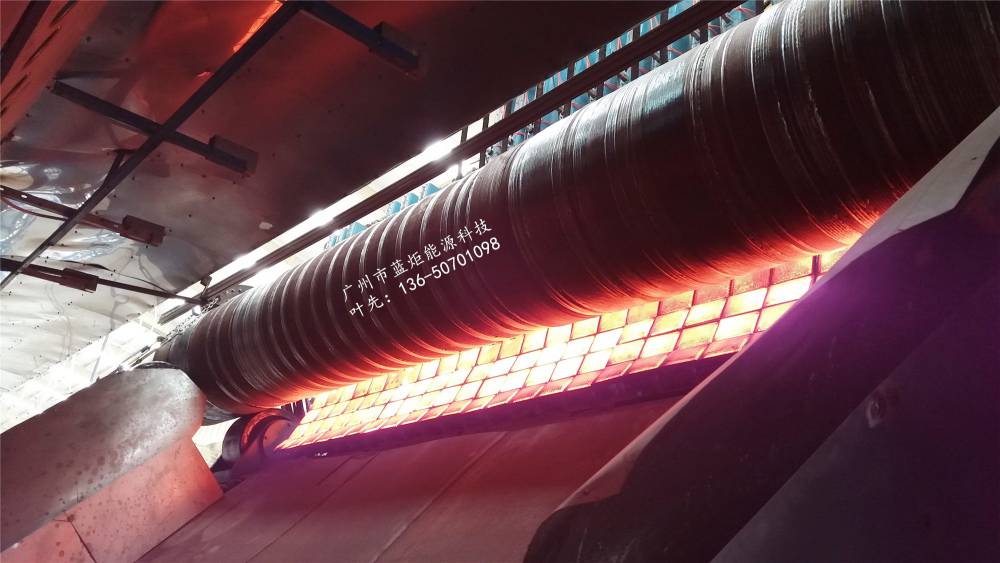
红外线高温燃气红外线加热器可以与工件近距离接触加热,可以做成复杂、各种形状的加热器,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消气和焊后的局部热处理,具有加热速度快、热利用率高、红外线辐射效率高、节能显著、劳动强度低、高温不易回火、使用安全可靠、操作方便的优良性能,是目前焊接界一种颖实用的理想局部热处理燃气加热器,工作温度800度。
蓝炬燃烧器属于完全预混燃烧器,它采用合金材料制作燃烧器头部,这种合金材料是由极为纤细的铬、镍、铝合金纤维组成的立体多孔网状物,其独特结构使其成为一种透气性很强的均匀介质,是一种非常理想的燃烧媒介燃烧器所用的纤维,系采用机械方法制成的耐热合金钢纤维,直径约40-50μm。将这种纤维通过烧结或针织方式制成特殊的具有立体网状结构的通透性材料,就可以用于燃烧器。
工作原理
预先混合均匀的燃气空气混合物流向燃烧器头部,在透气性均匀的合金织物表面层进行燃烧。燃烧以两种方式进行,既红外热辐射方式和蓝焰方式。红外热辐射方式是可燃混合物在织物内部进行燃烧,织物被加热至白炽状态,一部分热量以辐射方式释放。蓝焰方式是可燃混合物在织物上方燃烧,火焰承蓝色浮在表面上,热量以对流方式释放。
由于织物的均匀透气性和燃气与空气的均匀预混,燃烧十分稳定和温度分布均匀,没有局部高温存在,因此抑制了NOx的生成。预混又有足够的空气供给,故C0的排放也低。



产品特点:
1. 使用温度高:表面温度可达1100℃(极限温度上限1250℃)
2. 热负荷调节范围大,红外线燃烧模式:70-500kw/m2。
3, 使用寿命长:可达20000小时,维修成本低。
4 .热辐射效率高:>50%,升温快,节省燃气。
5. 不易吸水:即使在潮湿环境中进行高温加热也不会对材料造成损坏。
6. 燃烧均匀稳定:高温状态也没有回火现象,受热均匀。
7. 热惯性小:升温和冷却快(熄火后5秒内可冷却到常温),可实现自动温控。
8. 抗热膨胀强:热负荷的剧烈变化不会对材料造成损害。
9. 强度高:抗一定的机械冲击,对材料没有影响,使安装搬运不容易破损。
10.设计制作方便:可以根据需要量身定做各种形状和功率不同的燃烧器。
11.低CO:由于是完全预混燃烧,燃烧更为充分,在红外线燃烧模式下CO<25pp更环保。
12.低NOx:在红外线燃烧模式下,<10ppm,相当于欧洲标准。<10ppm,相当于欧洲标准。<25pp更环保。


付款方式︰ 现付

